제품




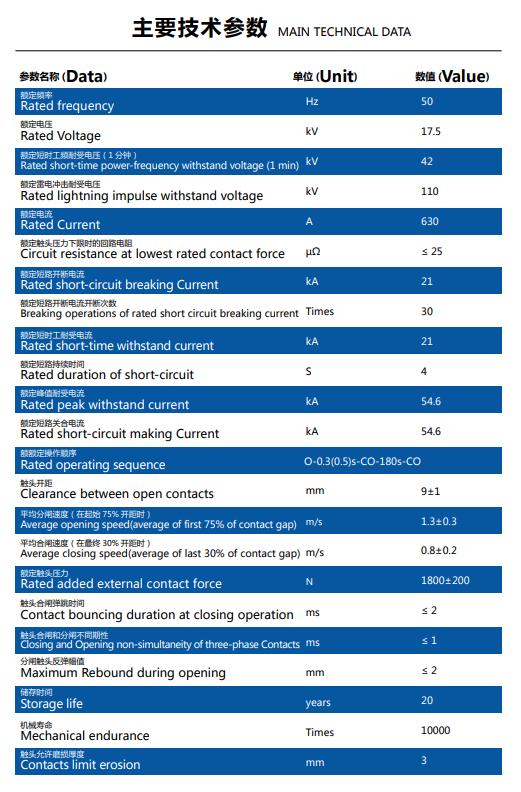
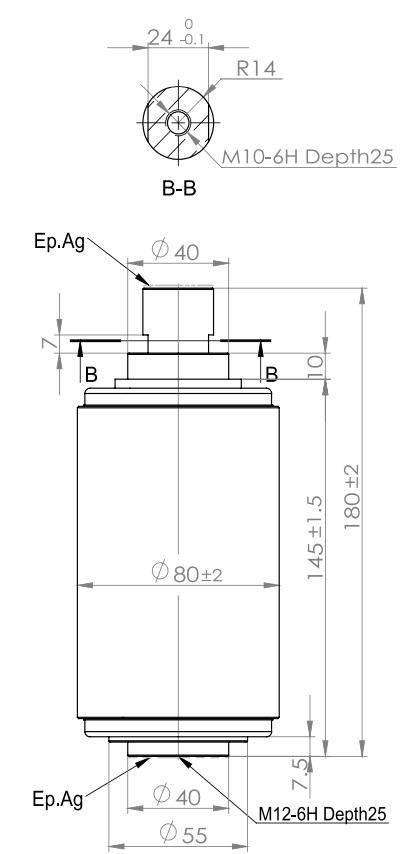
수출용 진공 차단기 TD-17.5/630-21(188)
제품에 대한 간략한 설명:
진공 차단기의 하위 어셈블리는 초기에 수소 분위기 용광로에서 함께 조립 및 납땜되었습니다.인터럽터의 내부에 연결된 튜브를 사용하여 인터럽터를 외부 진공 펌프로 비우고 인터럽터를 약 400°C(752°F)로 유지했습니다.1970년대부터 인터럽터 하위 구성요소는 결합된 브레이징 및 배기 공정에 의해 고진공 브레이징로에서 조립되었습니다.최대 900°C의 온도와 10-6mbar의 압력에서 가열하는 고진공 용광로를 사용하여 한 배치에서 수십(또는 수백)의 병을 처리합니다.따라서 인터럽터는 "평생 밀봉"된 품질 요구 사항을 충족합니다.완전 자동 생산 공정 덕분에 항상 고품질을 지속적으로 재현할 수 있습니다.
그런 다음 X선 절차에 의한 인터럽터의 평가를 사용하여 내부 구성 요소의 위치와 완전성 및 납땜 지점의 품질을 확인합니다.그것은 진공 차단기의 고품질을 보장합니다.
형성하는 동안 진공 차단기의 최종 내부 절연 강도는 전압이 점진적으로 증가하여 설정되며 이는 후속 낙뢰 충격 전압 테스트로 확인됩니다.두 작업 모두 진공 차단기의 품질에 대한 증거로 표준에 지정된 값보다 높은 값으로 수행됩니다.이것은 긴 내구성과 고가용성을 위한 전제 조건입니다.
특정 상황에서 진공 회로 차단기는 교류 회로의 자연적인 0(및 전류의 역전) 이전에 회로의 전류를 0으로 강제할 수 있습니다.AC 전압 파형에 대해 인터럽터 동작 타이밍이 좋지 않은 경우(아크는 소멸되었지만 접점이 여전히 이동하고 인터럽터에서 이온화가 아직 소산되지 않은 경우) 전압이 갭의 내전압을 초과할 수 있습니다.
현재 매우 낮은 전류 초핑으로 진공 회로 차단기는 주변 장비로부터 절연을 감소시킬 수 있는 과전압을 유도하지 않습니다.